Поскольку в партии всего 300 комплектов, клиенты нуждаются в CNC для обработки алюминиевых деталей стрелок, как ручная модель, мы обнаружили, что многие поверхности стрелы должны быть изготовлены в 3D, и мы использовали DMF Review, чтобы рекомендовать клиентам проанализировать стоимость проекта. В этом выпуске для всех, чтобы принести компанию для обработки деталей стрелы алюминиевых деталей, чтобы увидеть вместе.
Чтобы лучше обслуживать идеи наших клиентов, мы организовали модель с использованием метода обработки токарных станков с ЧПУ CNC для изготовления панелей.
Хороший контроль затрат начинается с получения обзора проекта клиента, мы получаем эту деталь трудно обработать головку, когда мы используем 3D - путь ножа для завершения, занимает более 2 часов, без изменения материала клиента является предпосылкой, что наш проект решительно использует процесс холодной ковки и часть токарного станка с ЧПУ CNC для обработки, чтобы стоимость контролировалась с самого начала.
После того, как продукт холодной ковки и прессования подвергается термической обработке T6, мы используем токарный станок с ЧПУ CNC для обработки в соответствии с графиком клиента.
Обработка таким образом также гарантирует тот же материал, что и заказчик, и наши инженеры также рассматривали возможность литья под давлением, но мы решительно отвергаем эту идею, потому что материал для литья под давлением ADC12 не соответствует требованиям заказчика и имеет меньшую прочность, чем AL6061, требуемый заказчиком.
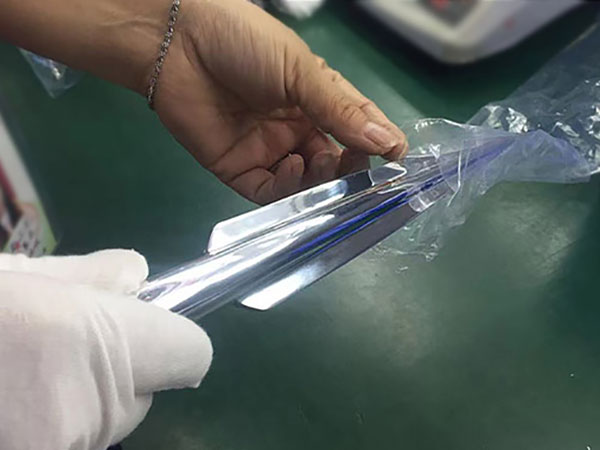
Чтобы убедиться, что поверхность продукта работает хорошо и в то же время отвечает требованиям клиентов, мы используем полировку для повышения качества продукта с более высокими поверхностными эффектами.
Этот 35 - дневный проект был завершен, и все поставки были доставлены клиентам, которые дали нам одобрение и похвалу после проверки, и я думаю, что все эти усилия нашей команды стоят того!


 Ваше место:
Ваше место: